
【産業機械製造メーカー】K-EMSの導入で稼働率が5.4%向上

KISでは、【KISが提案するDX(デジタルトランスフォーメーション)推進ソリューション】の頭文字をとって「KDX」というサービスを展開しております。
具体的には「IoT・ビッグデータ・AI」を活用したソリューション群を意味します。
今回は産業機械製造メーカーをモデルケースにして、導入前にどのような背景や課題があり、導入後どのような効果があったのか。イメージしやすいように、具体的な事例をご紹介します。
今回のモデルケースの概要
業種:産業機械製造メーカー
効果:データの情報化を行い設備機器の稼働を管理し、稼働率5.4%向上
適応ソリューション:K-EMS1(稼働管理システム)、K-EMS2(傾向管理システム)
導入の背景と課題

今回ご紹介するモデルケース「産業機械製造メーカー」では、「IoTを導入したものの、データをうまく活用できない」という課題がありました。
具体的には、以下のような状況です。
- IoTデータの取得は可能となったが、データの活用方法がわからない。
- データを見える化して、生産活動へのフィードバックを行いたい。
一体どのような背景があったのか、詳細を解説します。
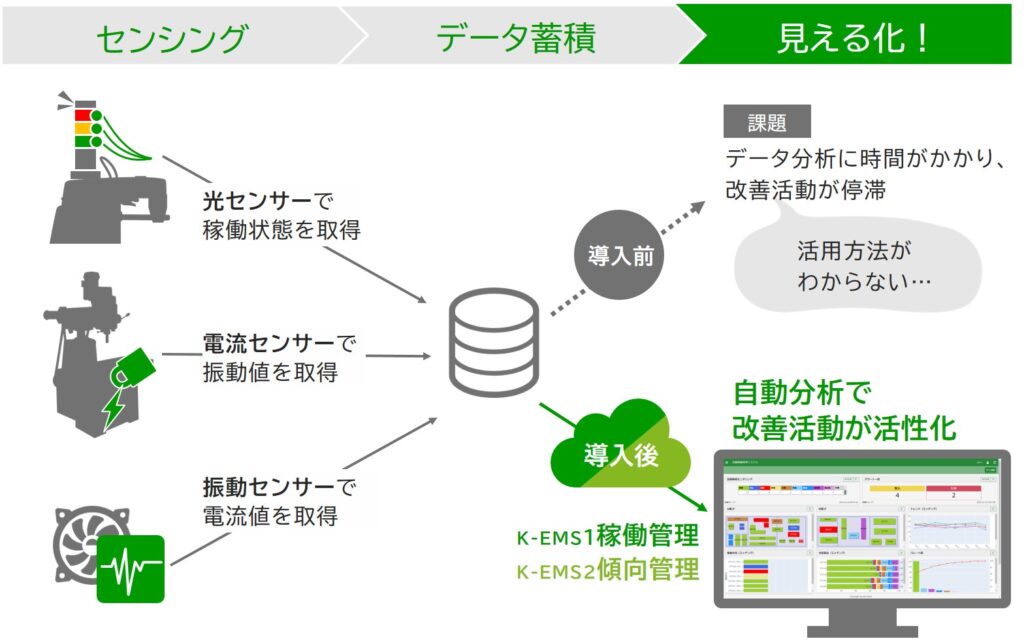
データ分析に時間がかかり、改善活動が停滞
IoTを導入するとビッグデータが収集されます。
今回の事例では、データの分析はできるようになったが、活用方法がわからずにかえって時間がかかるという本末転倒な状態でした。
結果として、生産活動へのフィードバックまで行うことができず、問題があっても改善までのプロセスに繋がらなかったのです。
K-EMS1(稼働管理システム)、K-EMS2(傾向管理システム)を導入
今回の事例では、K-EMS1(稼働管理システム)、K-EMS2(傾向管理システム)を導入しました。
K-EMS1(稼働管理システム)
設備の稼働率や稼働状況をリアルタイムで見える化し、データに基づいた正確な稼働率を把握できます。
異常停止を検知して離れた場所にいる担当者にもアラート送信でお知らせするシステムです。
K-EMS2(傾向管理システム)
部品の劣化傾向をデータで蓄積して見える化し、組織としての保全経験値としてデータを積み重ねていくことができます。
センサーデータ値の変化を監視し、一定値を超えたところでアラートでお知らせし、設備の停止前の保全につながり、予防交換に比べてコストメリットも期待できます。
お客様の声(導入効果)
このK-EMS1(稼働管理システム)、K-EMS2(傾向管理システム)を導入後、産業機械製造メーカーの生産現場ではどのような効果があったのか。
お客様よりいただいた「声」をご紹介します。
IoTデータをDX化して稼働率 5.4%向上
データの情報化を行い設備機器の稼働を管理、自動分析をすることで、改善活動が活性化し、稼働率を5.4%向上することに成功しました。
具体的な内容をご紹介します。
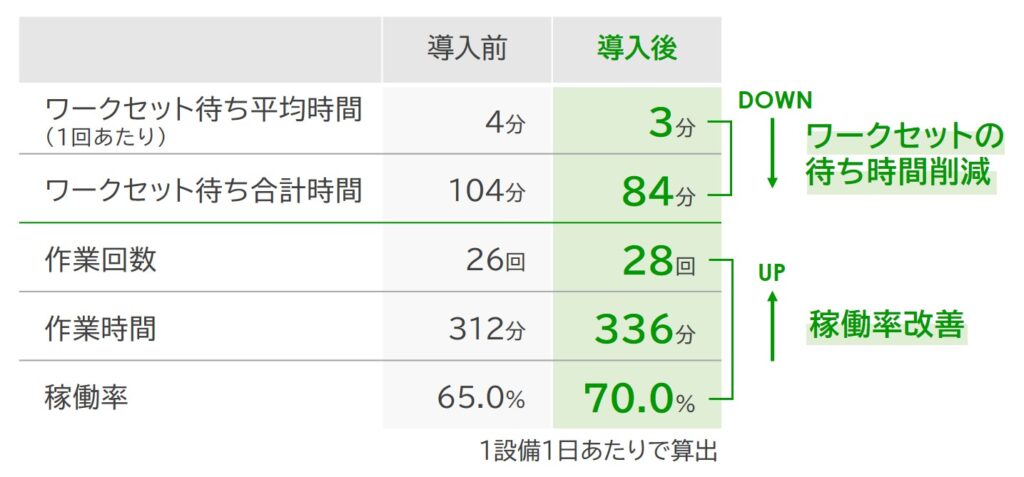
CTセンサーデータ分析で設備稼働中のワークセット待ち時間が低減できた。
稼働状態の見える化により、ワークセット待ち(人待ち時間)に早期に気付くことができるようになり、非稼働時間の削減を実現しました。
導入前:ワークセット待ち4分
導入後:ワークセット待ち3分
この1分の差が1日の作業回数を2回増やすことに繋がり、稼働率が5.0%改善しました。
稼働データが詳細に見えるようになり、段取改善活動が進んだ。
稼働状態の見える化により、設備故障(チョコ停)に早期に気付くことができるようになり、非稼働時間の削減を実現しました。
導入前:チョコ停時間5分/1回
導入後:チョコ停時間4分/1回
この1分の差が作業回数を1回増やすことに繋がり、稼働率が2.5%改善しました。

傾向データ(センサー値)の見える化で、異常の早期発見ができドカ停が削減ができた。
温度、振動、電流、水圧などの設備状態を監視し、閾値アラームで設備の異常に早期に気付くことができるようになり、ドカ停の発生回数の削減を実現しました。
導入前:ドカ停発生回数5回
導入後:ドカ停発生回数2回
ドカ停1回につき対応に240分かかります。
ドカ停を3回減らすことで、稼働率が0.4%改善し、さらに、ドカ停3回分の保全経費削減に成功しました。

結果まとめ
今回のモデルケースでは、
導入前
設備台数:20台、工場稼働時間:8時間(480分)
1設備1回あたりの作業時間:12分、ワークセット待ち:4分
チョコ停時間:5分/1回、チョコ停回数:240回/日(平均12回/1台)
ドカ停回数:5回、ドカ停の対応時間:1200分
導入後
設備台数:20台、工場稼働時間:8時間(480分)
1設備1回あたりの作業時間:12分、ワークセット待ち:3分
チョコ停時間:4分/1回、チョコ停回数:192回/日(平均9.6回/1台)
ドカ停回数:2回、ドカ停の対応時間:480分
となり、結果として稼働率が5.4%向上しました。
収集済データの見える化で生産性向上
IoTを導入することで、大量のデータを収集することができます。
収集したデータが活用できれば生産性の向上につながりますが、導入直後はデータの扱いに困る方もいらっしゃいます。
K-EMSシリーズは、IoTとAIで見える化したデータを有効に活用できるようにし、生産性の向上、工場稼働率の向上につなげます。
とは言え、業種・業態など企業の状況によって課題は様々です。
IoTでの見える化を活用したい、またはまずは試してみたい企業様には「K-EMSスターターキット」がおすすめです。
K-EMSスターターキットは、IoTによる見える化をすぐにスタートできる「選べるIoTセンサー・IoT Gateway・K-EMS1または2」のキットです。
製品版と同じ機能を1年間お使いいただけます。
※2年目以降のご利用につきましてはご相談ください。
アナログメーターをIoTに対応したい企業様は「C-Sight(アナログメーター自動読取システム)」がおすすめです。
さいごに
KISは今まで積み重ねてきた製造業に対するノウハウを生かし、IoT活用のスタートである設備のデータ取得から、MESやERPといったビジネスアプリとの連携まで「KIS IoT Solution Suite」で御社の業務改善をトータルサポートいたします。
IoTの新規導入から、導入済みシステムとの連携までお気軽にKISにご相談ください。