
半導体製造業様の前工程・後工における
MESソリューションの導入効果についてご紹介します。



導入事例(前工程)
MESソリューションの導入効果
複雑な工程管理の自動化
ロット分割/統合による
リードタイムの短縮
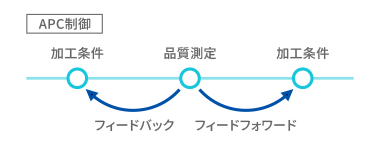
APC制御による歩留まり向上

現場の課題とMESによるアプローチ
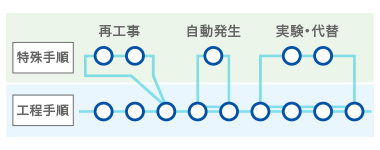
成膜-リソグラフィ-エッチングを繰り返すため、工程数が400工程~1000工程以上となり、管理が煩雑である。
導入後
自動工程制御システムを導入することによって複雑な工程管理を自動化。人的ミスの防止と工程条件の安定化だけでなく、24時間365日稼働を実現しました。
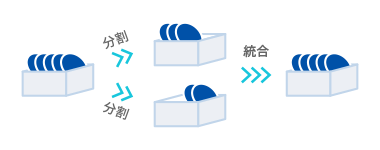
工程間の搬送、待機時間が多数発生し、稼働率が低くリードタイムが長くなっている。
導入後
自動搬送システムを導入し、高速かつ正確な搬送を実現。さらに製造、出荷に応じた柔軟なロット分割、統合を可能にし、リードタイムを短縮し生産性の向上させました。
工程間での計測で品質基準に満たず、不良品が発生し、歩留まりが悪くなっている
導入後
APC制御を取り入れ、工程間の計測結果に応じて前後の行程を制御することを可能にし、歩留まりを向上させました。
さらに、導入後の保守、改修も対応し
- エンドユーザーからの計測結果項目追加要望
- 周辺システムとの連携
- 設備更新によるシステム更新
の実績もございます。

導入事例(後工程)
MESソリューションの導入効果
荷姿変化に対応した
トレーサビリティの確保
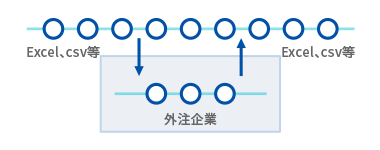
外注企業との
スムーズなデータ連携
治工具管理による
リードタイム短縮
現場の課題とMESによるアプローチ
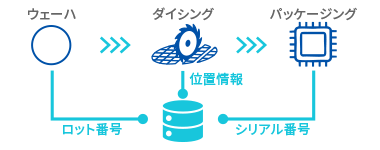
ウェーハ→チップ→パッケージと荷姿が変化し管理単位が変わるため、トレーサビリティの確保が難しい。
導入後
ウェーハのロット番号から、最終製品のシリアル番号まで全工程の履歴を一元管理。不良や異常発生時の製品追跡とトレーサビリティの確保に貢献しました。
外注先ごとに報告の形式が異なり、実績の確認や不良品の把握に時間が掛かる
導入後
外注企業と標準化されたデータフォーマットを整備し、製造実績の連携(出来高・不良)や外注作業中ロットの流動制限を実現しました。
治工具の付け替えや摩耗によりリードタイムの増加と品質低下を招いている
導入後
治工具の条件チェックにより誤使用を防止し、製品の品質を担保しました。またディスパッチにより治工具の交換頻度を抑えることで、段取り時間短縮を実現しています。
さらに、導入後の保守、改修も対応し
- 現場業務に合わせた最適化
- 各周辺システムとの連携
- ユーザー様からの要望に対応したシステムの改修
の実績もございます。
導入ケースご紹介
生産効率の向上、データ連携、品質向上などKIS独自のフレームワークをベースに様々な領域のシステム開発実績がございます。
これまでの実績を活かし、御社の製造形態に合った仕組みをご提案し、導入・保守フェーズまで総合ソリューションとしてご支援いたします。
本社システムと連携した
拠点の生産管理
半導体 前・後工程製造業様
旧システムからのリプレース
POINT
- 本社システムとの生産計画の連携
- 生産計画を元に投入計画・製造計画を立案
- 仕掛品管理・納入品管理

品質判定、傾向判定、トレーサビリティ
など品質のトータル管理
半導体製造業様
新規導入(新工場)
POINT
- 製造プロセスの変動を管理し、統計的手法での分析
- 品質異常に伴う装置ストップ、ロットストップ、関連ロットストップ
- 品質のトレーサビリティ
